13033519080 |
| HCGM-L600高精度數(shù)控?zé)o心磨床 |
 |
一、機床主要特點
◆通磨:對各種圓柱體零件,環(huán)形零件及長棒料進行通磨加工。
◆切入磨:對圓錐小于1:20的圓錐體和各種成形回轉(zhuǎn)體零件的切入磨削加工。
二、機床主要特性
1. 床身
◆機床采用砂輪架,導(dǎo)輪架雙面移動的布局方式, 床身采用鑄鐵結(jié)構(gòu),堅實加強筋,扭矩剛性設(shè)計,吸震性能好,經(jīng)過嚴格的時效處理,保證所有運動部件實現(xiàn)精密磨削,并保持長期穩(wěn)定性。
2. 砂、導(dǎo)輪裝置
◆機床采用外徑600mm寬度600mm砂輪,切削力強,通磨時一次通過的磨削余量可加大,減少重復(fù)磨削次數(shù),可提高生產(chǎn)效率。
◆砂輪采用由變頻器控制的恒線速控制技術(shù),保證切削性能的穩(wěn)定。
◆砂輪、導(dǎo)輪主軸采用五片式球支承短軸瓦油膜動壓軸承,砂輪、導(dǎo)輪均為雙支承結(jié)構(gòu)
3. 進給裝置
◆導(dǎo)輪架進給導(dǎo)軌為平V型貼塑導(dǎo)軌,導(dǎo)輪架采用伺服電機驅(qū)動滾珠絲桿方式,最小進給量0.001mm。
◆砂輪架進給導(dǎo)軌為平V型貼塑導(dǎo)軌,砂輪架采用伺服電機驅(qū)動滾珠絲桿方式,最小進給量0.001mm。
4. 修整裝置
◆砂輪修整器往復(fù)導(dǎo)軌采用直線導(dǎo)軌,伺服電機驅(qū)動滾珠絲杠機構(gòu);進給采用雙V型滾針導(dǎo)軌,伺服電機驅(qū)動滾珠絲桿機構(gòu),可完成插補修整功能。
◆導(dǎo)輪修整器往復(fù)導(dǎo)軌采用直線導(dǎo)軌,減速電機驅(qū)動滾珠絲杠機構(gòu);進給采用雙V型滾針導(dǎo)軌,減速電機驅(qū)動滾珠絲桿機構(gòu)。
5.潤滑裝置
◆砂輪、導(dǎo)輪主軸潤滑采用單獨潤滑油箱,并帶有溫控裝置。
6. 電氣控制裝置
◆導(dǎo)輪采用交流變頻無級調(diào)速裝置,既能無級調(diào)速,亦具防倒拖功能。
◆12.操作系統(tǒng)采用西門子808D四軸數(shù)控系統(tǒng),設(shè)有自動切入磨削程序,進給量、速度、時間、臺階差均為可調(diào)。
7.床身設(shè)計
◆本機床為模塊化設(shè)計,外形美觀。用戶可根據(jù)自己的需要進行配置選購。
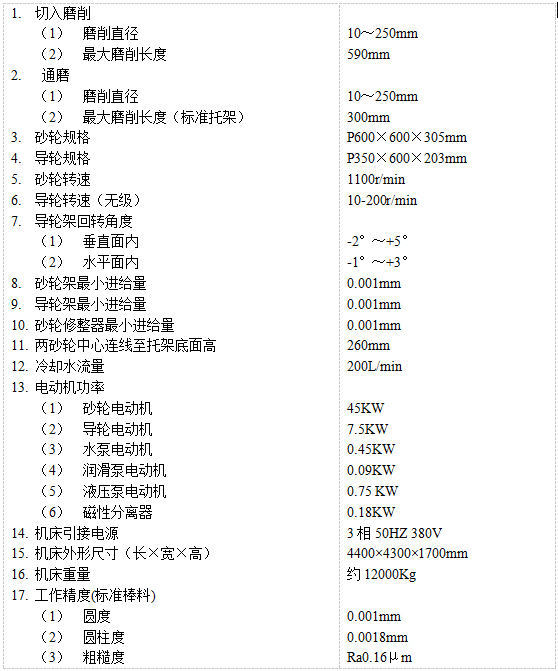
三、技術(shù)參數(shù)
四、主要配置清單
|
部件名稱 |
規(guī)格、型號 |
數(shù)量 |
單位 |
廠家 |
|
控制系統(tǒng)CNC |
西門子808D |
1 |
套 |
西門子 |
|
伺服電動機 |
西門子 |
4 |
套 |
西門子 |
|
導(dǎo)輪變頻器 |
略 |
2 |
臺 |
西門子 |
|
砂輪電機 |
45KW |
1 |
臺 |
皖南 |
|
導(dǎo)輪電機 |
7.5KW |
1 |
臺 |
皖南 |
|
低壓電器 |
略 |
1 |
套 |
施奈德 |
|
接近開關(guān) |
略 |
12 |
只 |
奧圖尼克斯 |
|
電氣冷卻機 |
略 |
1 |
臺 |
無錫康狄 |
|
滾珠絲杠 |
略 |
5 |
根 |
南京工藝裝備廠 |
|
修整直線導(dǎo)軌 |
略 |
4 |
根 |
南京工藝裝備廠 |

FX32F-500數(shù)控精密端面外圓磨床

MKD32復(fù)合磨床

G20數(shù)控端面外圓磨床

MK2110C數(shù)控雙磨頭內(nèi)圓磨床

掃描二維碼,關(guān)注我們

